An OEM wall socket repeat order can fail even when the first shipment was approved. The risk appears when the new batch no longer matches the last approved production version: its golden sample, BOM/CDF, drawings, critical components, rear structure, USB PCBA, labels, packaging, or certification reference.
This guide focuses specifically on post-approval repeat-order version control. It is not a general factory-selection checklist and it is not limited to comparing one sample with the first bulk shipment. It explains how importers, distributors, and project buyers control changes between approved batches through ECN approval, BOM revision checks, old-new compatibility tests, retained samples, and batch traceability.
Repeat-Order Scope
Wall socket OEM version control starts after a production version has already been approved. The buyer's task is to identify every proposed change, compare it with the previous approved batch, and stop production when compatibility, approval scope, installation, or traceability is not clear.

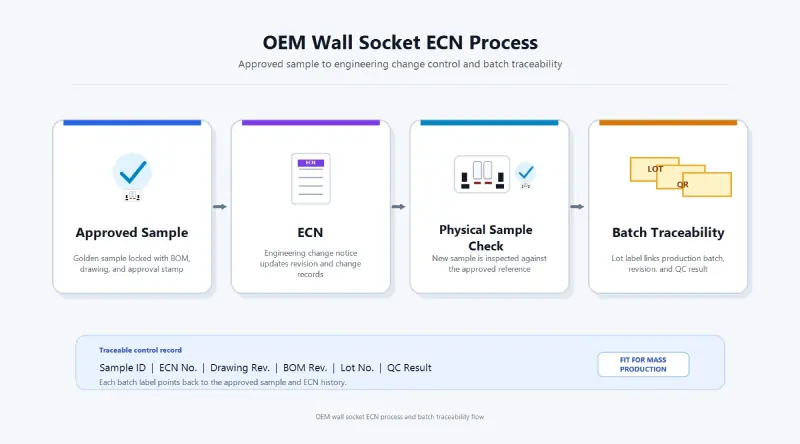
OEM wall socket version control starts with an approved sample, locked BOM, and repeat-order evidence file.
Contents
- What Repeat-Order Version Control Covers
- Why Repeat-Order Inconsistency Is More Dangerous Than a Price Change
- Where OEM Wall Socket Version Drift Usually Starts
- When Component Substitution Becomes an Approval Risk
- How Buyers Control Version Drift Before Repeat Production
- Repeat-Order Version Control Checklist
- FAQ: OEM Wall Socket Version Control
- Review Basis
- Conclusion
What Repeat-Order Version Control Covers
The control baseline is the last approved production version, not a new sales sample. Before confirming a reorder, the buyer should request a supplier change declaration and compare the current BOM, CDF or critical-component list, drawings, USB PCBA version, labeling files, packaging artwork, and retained sample with the previous approved batch.
This makes repeat-order control different from a sample-to-bulk consistency inspection, which asks whether the first production batch matches the approved sample. It is also different from a wall socket OEM manufacturer checklist, which helps buyers define the project and select a suitable supplier before approval.
For a repeat order, the practical question is narrower: what changed since the last approved batch, who approved it, and can old and new versions remain safe, installable, compatible, and traceable? Any supplier that cannot answer those questions should not start repeat production.
Why Repeat-Order Inconsistency Is More Dangerous Than a Price Change
Phase 2 must match the approved Phase 1 installation
Many commercial, hotel, villa, and housing projects are supplied in phases. A buyer may approve one socket version for Phase 1, then place a repeat order several months later for Phase 2. If the second batch has a different gloss level, edge finish, rear body depth, switch feel, or module fit, the product may still function electrically, but it no longer matches the approved installation.
The consultant or contractor is not comparing the repeat batch with the factory’s latest internal version. They compare it with the signed sample, submitted board, project mock-up, and Phase 1 installation. If the new batch looks or installs differently, the buyer may face rejection, reinspection, or pressure from the project team.
Approved samples should come from repeatable production
A common OEM problem starts before the first large order. A supplier may prepare display samples with trial tooling, selected parts, extra polishing, or slower manual assembly. Those samples can look excellent on distributor boards and consultant submissions, but they may not represent normal production.
The gap appears when mass production starts with multi-cavity tooling, standard production speed, normal assembly tolerance, and regular material batches. The parting line, surface finish, rocker sound, socket grip, or tactile feedback may no longer match the approved display sample.
This is why buyers should confirm whether the approved sample came from prototype tooling, pilot production, or normal mass-production tooling. The same logic is covered from the shipment-inspection side in our sample-to-bulk consistency checklist for wall switch and socket buyers.
Where OEM Wall Socket Version Drift Usually Starts
Rear module depth and back box fit
One of the easiest changes to miss is the rear structure. The front plate may remain unchanged, while the rear module depth, terminal direction, insulation partition, internal bracket, or screw boss changes after an engineering adjustment.
This matters in BS-type metal or PVC back boxes, including common GI back boxes. A repeat order may become only a few millimeters deeper, but that can make installation difficult in shallow boxes, especially when 2.5 mm² cables need enough bending space.
An empty back box test is not enough. The fit check should be done with real cable routing, target back box depth, and the actual frame system. Otherwise, the factory may approve the structure while the contractor later finds that the panel cannot sit flat against the wall.
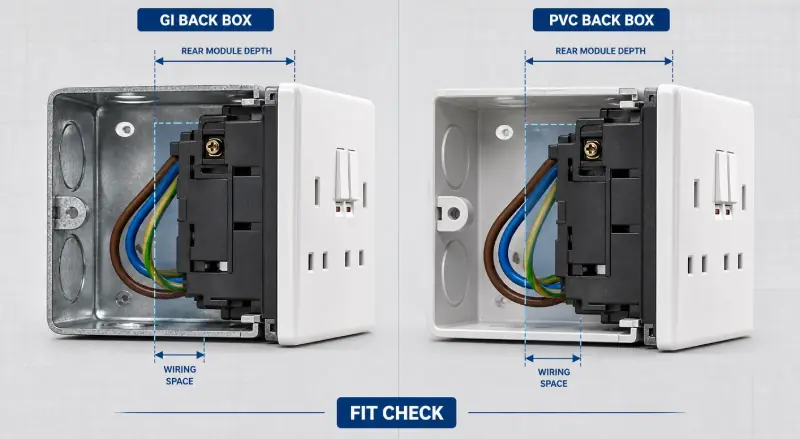
Rear module changes should be checked with the target back box and real wiring space, not only by front appearance.
Frame and module compatibility
Large importers usually buy a full wiring accessory series: 13A sockets, switched sockets, USB sockets, data sockets, TV sockets, dimmers, blank plates, and matching frames. In that system, a small change in clip tolerance, mold insert, shrinkage, or module housing material can affect old and new stock compatibility.
A supplier may adjust the snap-fit structure to reduce looseness. The new module may fit the new frame, but the importer may still hold old frames in the warehouse. If old frames and new modules cannot lock securely, the buyer suddenly has inventory that is difficult to sell, install, or support.
Compatibility should be checked in four combinations: old frame with old module, old frame with new module, new frame with old module, and new frame with new module.
Series color and finish consistency
A complete wall socket range must look consistent on the same wall. This becomes harder when some parts are outsourced. The main switch and socket may be produced in-house, while Cat6, HDMI, dimmer, or USB modules come from secondary suppliers.
If an outsourced module supplier changes masterbatch, surface texture, plastic material, coating supplier, or molding conditions, the part may pass dimensional inspection but fail visually. A white frame may look clean while the data module appears slightly yellow. A matte black socket may match the catalog photo while the USB module looks glossier.
For project and retail buyers, this is not decoration. It affects the perceived quality of the whole series.
Terminal structure and wiring reliability
Terminal changes should not be judged only by installer feel. A change in screw type, clamp shape, terminal hole size, terminal angle, or copper part structure can affect conductor entry, tightening stability, contact pressure, and long-term reliability.
For BS-type wall sockets, buyers should check the target conductor size, double-cable entry where used, tightening torque, contact stability, and temperature-rise risk. A terminal that looks acceptable in a photo may still create wiring difficulty or loose-connection complaints on site.
USB PCBA and charger-module substitution
USB-A, USB-C, and PD/QC versions create another layer of version risk. The front cover may look identical, but the PCBA, charging IC, transformer, capacitor, Type-C connector, fuse protection, PCB layout, or protocol version may change between repeat orders.
If the approved order used one USB module and the repeat order uses a cheaper module, the buyer may see different output performance, heat behavior, charging stability, EMC evidence, or approval-file relevance. This is why USB modules should be treated as controlled components, not decorative accessories.
| Area | Typical Cause of Version Drift | Buyer-Side Risk | Control Point |
|---|---|---|---|
| Conductive parts | Copper thickness, contact structure, plating, or stamping supplier changes | Heat rise, plug retention, short service life | Lock material, thickness, and approved supplier source |
| Terminal system | Screw, clamp, terminal hole, or terminal angle changes | Wiring difficulty, loose connection, installer complaints | Check conductor size, torque, and wiring space |
| Rear module | Deeper body or changed wiring route | Poor fit in shallow back boxes | Test with real back box and cable bending space |
| Frame/module system | Clip tolerance, mold insert, or material shrinkage changes | Old and new stock cannot be mixed smoothly | Run four-way compatibility checks |
| Series finish | Masterbatch, coating, texture, or outsourced module difference | Mixed appearance on project walls or retail boards | Use golden sample, color reference, and finish approval photos |
| USB module | PCBA, IC, transformer, capacitor, or Type-C port source change | Output, heat, EMC, lifespan, or approval-file mismatch | Lock PCBA version and require ECN approval |
| Marking and packaging | Wrong artwork, model-code mapping, batch label, or carton proof | Traceability, warehouse, or conformity confusion | Approve label files and pre-shipment batch photos |
When Component Substitution Becomes an Approval Risk
CDF and technical-file mismatch
In regulated electrical products, component substitution is not judged only by appearance. If a wall socket was approved with a specific internal structure, material grade, supplier source, USB module, terminal system, or technical file, an unapproved replacement may create a mismatch with the CDF or critical component list, where applicable, and other certification support records.
BS1363 approval and marking checks, G-Mark-related review, consultant approval, and project documentation are different approval layers. But they all depend on consistency between the delivered product and the approved reference.
The point is not that every change automatically requires retesting. The point is that no one should ship a changed version before checking whether the change affects the approval basis.
Certification scope should be reviewed before production
For BS1363-type sockets, changes to copper structure, contact pressure, terminal geometry, flame-retardant plastics, rating labels, or USB electronics deserve pre-assessment. The final decision on certificate scope, technical-file update, CoC impact, or retesting depends on the certification body, destination market, product type, and nature of the change.
If the change is supplier-driven, the ECN should clarify who is responsible for samples, document updates, certification review, relabeling, batch segregation, or possible retesting.
An ECN process helps buyers separate approved changes from uncontrolled substitutions.
How Buyers Control Version Drift Before Repeat Production
Lock the approved production basis
Effective wall socket OEM version control starts by defining the approved production basis. This should include the golden sample, BOM version, drawing version, material specification, critical component list, rear structure, terminal type, frame system, USB module, marking file, packaging artwork, and certification reference.
For project supply, the approved production basis should be linked to the consultant-approved sample. For retail supply, it should be linked to the display board, catalog photo, barcode, SKU system, and warehouse version code.
Use ECN for buyer-relevant changes
Not every factory adjustment needs a long discussion. But any change that may affect installation, appearance, compatibility, certification, marking, packaging, after-sales tracing, or warehouse handling should go through Engineering Change Notice approval.
A useful ECN explains what changed, why it changed, which models and batches are affected, whether old and new versions remain compatible, and whether approval documents or test records need review.
Verify physical samples before accepting a new version
Photos can show color, logo position, and packaging layout. They cannot confirm back box fit, plug grip, switch feel, screw tightening, module locking, frame compatibility, USB heat behavior, or terminal reliability.
For high-risk changes, buyers should request old and new physical samples. A rear-structure change should be checked in the target back box with real cable bending space. A terminal change should be tested with the target conductor size and tightening torque. A USB change should be tested under charging load, not only by front appearance.
Request a pre-shipment evidence package
Before paying the balance, buyers should request shipment evidence tied to the actual batch. This includes first-article photos, batch inspection records, sample comparison photos, marking close-ups, packaging photos, carton labels, packing list, and retained sample reference.
This connects version control with factory verification. Buyers who are still screening suppliers can use our factory verification checklist for switch and socket sourcing in China before placing volume or repeat orders.
Separate changed batches when both versions must ship
If the buyer approves both versions for shipment, old and new batches should be separated clearly by version code, batch number, carton label, and packing list.
This protects warehouse allocation, project phase delivery, after-sales tracing, and recall control. Markings such as Ver A2 or Lot 2026-05 connect a physical product to a shipment, a project, and a future service responsibility.
Repeat-Order Version Control Checklist
Use this checklist before confirming a repeat order. The goal is to detect changes before production, not after the goods arrive.
| Buyer Question | What to Request | Hold Production If |
|---|---|---|
| Which parts changed since the last batch? | Supplier change declaration, BOM/CDF comparison, ECN record | The supplier cannot confirm material, component, or supplier-source continuity |
| Does the new batch match the approved sample? | Golden sample comparison photos, retained sample, first-article sample | Color, finish, structure, socket grip, or switch feel differs without approval |
| Are old and new modules compatible? | Four-way frame/module compatibility check | Old stock and new stock cannot be mixed or installed reliably |
| Is the rear structure still installable? | Back box fit test with real cable routing | Panel cannot sit flat or wiring space becomes insufficient |
| Has the terminal system changed? | Terminal drawing, conductor-size check, torque check, heat-risk review | Terminal geometry, screw, clamp, or copper part changes are unexplained |
| Has the USB module changed? | PCBA version, module supplier, capacitor rating, output test, internal photo | The front panel is unchanged but the electronic module is different |
| Is any approval file affected? | Certificate/model-scope review, CDF update, technical-file note where applicable | The supplier treats critical substitutions as cosmetic changes |
| Can the batch be traced after shipment? | Version code, lot number, carton label, packing list, retained sample record | Old and new versions are mixed without clear batch identification |
Practical rule: if a change affects safety, installation, compatibility, approval scope, packaging identity, or after-sales traceability, it should not be treated as a normal repeat-order detail.
FAQ: OEM Wall Socket Version Control
What does OEM wall socket version drift mean?
OEM wall socket version drift means the repeat-order product no longer fully matches the approved sample, BOM, drawing, material specification, structure, marking, packaging, or certification reference. It may be caused by tooling adjustment, component substitution, material change, supplier-source change, or weak repeat-order control.
Why do repeat wall socket orders differ from approved samples?
Common causes include prototype samples that were not production-representative, mold adjustments, raw material changes, terminal substitutions, USB PCBA changes, outsourced module variation, packaging artwork updates, and cost pressure during repeat production.
How can importers stop hidden component substitution?
Importers can reduce hidden substitution by freezing the approved production basis, requiring ECN approval, comparing retained samples, checking first-article production, reviewing BOM/CDF changes, and separating versions by batch code.
Does every wall socket change require retesting?
No. But changes affecting safety, performance, critical components, ratings, labels, electronic modules, approval documents, or technical files should be reviewed before production. The need for retesting depends on the product type, certification scheme, destination market, and nature of the change.
Can old and new wall socket versions ship together?
Only if the buyer approves both versions and the supplier separates them clearly by version code, carton label, batch number, packing list, and retained sample record. Mixed batches without traceability create warehouse, project, and after-sales risk.
What should buyers check before opening or repeating an OEM wall socket project?
Buyers should confirm tooling ownership, sample source, approved BOM, material limits, critical component list, packaging artwork, version-control rules, and shipment evidence. A broader checklist is available in our wall socket OEM manufacturer checklist.
Review Basis
This checklist is based on buyer-side OEM project review, repeat-order follow-up, sample-to-bulk comparison, CDF/BOM control logic, wiring accessory installation feedback, and pre-shipment evidence review. It is intended to help importers and project buyers define repeat-order control points before production starts.
It does not replace certification-body decisions, market-specific legal advice, or official conformity assessment. For regulated products, buyers should confirm technical-file impact, model coverage, labeling requirements, and retesting needs with the relevant certification body, importer, or conformity consultant.
Conclusion
In OEM wall socket repeat orders, version control is not only a factory document. It protects project approval, installation consistency, certification relevance, warehouse control, distributor trust, and after-sales responsibility.
The safest supplier is not only the one that can make the first approved sample. It is the electrical switch and socket manufacturer in China that can control component substitution, prevent repeat-order inconsistency, and keep every shipment traceable to the approved production basis.